
(1) Først og fremmest betyder den blinde stræben efter høj ydelse, at maskinen kun har en enkelt ydeevne og dårlig tilpasningsevne, og selv med faldende produktkvalitet og stigende defektrisiko. Når markedet ændrer sig, kan maskinen kun sælges til en lav pris.
Hvorfor er det ofte umuligt at opnå både output, ydeevne og kvalitet? Vi ved alle, at der er to måder at øge produktionen på: hurtigere hastighed og et større antal fødere. Det synes naturligvis lettere at øge antallet af fødere.
Men hvad vil der ske, hvis der er en stigning i antallet af foderautomater? Som vist på følgende billede:
Efter at antallet af foderautomater stiger,bredden af knastenbliver smallere, og kurven bliver stejl. Hvis kurven er for stejl, vil nålene forårsage alvorligt slid, så kurvens højde skal sænkes for at gøre kurven jævn.
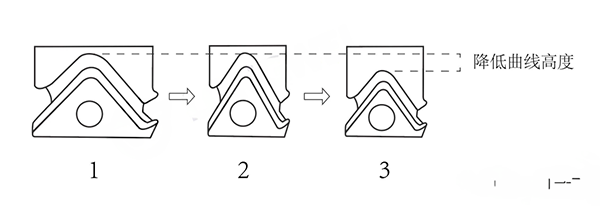
Efter kurven er sænket,nålens højdebliver lavere, og den lange nålelåsens strikkepind kan ikke trække sig helt tilbage, så maskinen kan kun bruge strikkepinden til den korte nålelås.
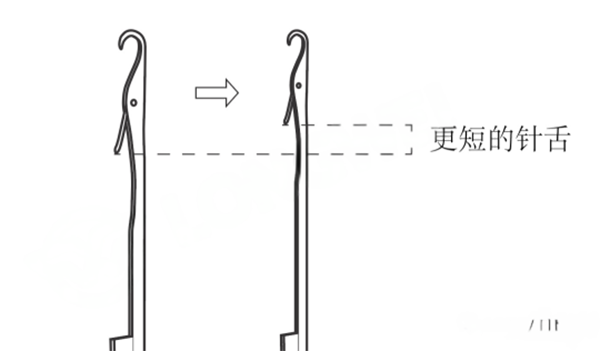
Alligevel er den plads, der kan reduceres, begrænset. Derfor er hjørnekurven på højfødermaskinen altid relativt stejl. Det betyder, at slidhastigheden på stingene også vil være hurtigere.
Nålen med kort nålelås vil blive vanskeligere at betjene, når man producerer bomuldsgarn og tilsætter lycra.
På grund af den smalle hjørnekurve og den mindre plads i gaze-dysen er det vanskeligere for maskinen at justere tidspositionen. Forskellige faktorer fører til, at maskinen kun bruges én gang, med et stort antal fødere og dårlig tilpasningsevne.
(2) Et stort antal foderautomater og høj produktion giver ikke høj profit.
Jo flere tilførselsledninger der er, desto større maskinens modstand, desto højere strømforbrug. Alle forstår loven om energibevarelse.
Jo flere fremføringsorganer der er, desto højere kører maskinen i den samme cirkel, desto flere åbnings- og lukningstider er der for nålelåsen, desto hurtigere frekvens og desto kortere levetid. Og den tester strikkepindenes kvalitet.
Jo højere hyppigheden af nåleåbning og -lukning er, desto større er sandsynligheden for ustabile faktorer på stofoverfladen, og desto højere er risikoen.
For eksempel: Maskiner med 96 fødere kører en cirkel med nålelåsen, der åbner og lukker den 96 gange, 15 omdrejninger i minuttet, 24 timers åbnings- og lukketider: 96*15*60*24=2073600 gange.
Maskinen med 158 fødere kører en cirkel med nålelåsåbning og -lukning 158 gange, 15 omdrejninger i minuttet, 24 timers åbnings- og lukketider: 158*15*60*24=3412800 gange.
Derfor forkortes brugstiden for strikkepinde år for år.
(3) Tilsvarende modstanden og friktionen afcylinderener også større, og foldehastigheden for hele maskinen er også hurtigere.
I dette tilfælde, hvis behandlingsgebyret beregnes efter tid eller rotation, skal der være et tilsvarende multipel behandlingsgebyr for at udligne disse tab. Faktisk, hvis det ikke er en meget hastende ordre, kan behandlingsgebyret ofte ikke nå op på samme pris som antallet af foderautomater.
Det virkelig høje udbytte, der bør opnås, kommer fra højere maskinnøjagtighed og præcision samt et mere fornuftigt design. Gør maskinen mere energieffektiv under drift, gør ydeevnen mere stabil og pålidelig, og gør slid og friktion mindre for at opnå en længere levetid for strikkepinden. Bedre stofkvalitet og reducer unødvendige tab.
Opslagstidspunkt: 19. januar 2024